![]()
Produced by 理研発条工業株式会社
お電話でのお問合せはこちら
TEL:0743-78-1155
後処理の対応

多種多様な熱処理や表面処理に対応

金属のプレス部品は、目的に応じて多種多様な後処理を施します。様々なお客様のご要望にお応えするため、長年培ってきたノウハウと豊富なネットワークでテンパー処理/バレル研磨/ショットブラスト/各種鍍金/塗装/アルマイト処理など、特殊な後処理にも対応しています。
プレス部品の熱処理
一般的に熱処理とは、炭素を含む鉄鋼材の性質を変化させるために【焼入れ/焼戻し/焼きなまし/焼きならし】の4種類の事をさします。熱処理を行うことで結晶構造や金属の構造が変わり、機械的性質の向上や表面硬度を上昇させることが出来ます。プレス部品の場合は、材料が硬すぎると塑性加工が難しく割れ等のトラブルが生じてしまいます。そのためプレス加工後に目的に合わせた焼入れ/焼戻しやオーステンパーを行うことで硬度や靭性、耐久性を向上させる事が可能です。ただし、熱歪みによる寸法変化や鉄鋼材料は錆が生じやすいために防錆処理が必要など、注意すべき事が多数あります。熱処理や防錆処理が不要なステンレス鋼帯にてコストを抑えられることも多々ありますので、困った際はご相談ください。また、ばね用材料の低温焼鈍し処理(テンパー処理)や時効硬化処理、析出硬化処理も承っております。当社では国家資格の”金属熱処理作業技能士”が在籍しており、材質や目的に合わせて最適な熱処理方法や材質をご提案しております。
熱処理の例
| 鉄鋼材料(SK-85やSUP-10など) | 焼入れ/焼戻し、オーステンパー |
|---|---|
| オーステナイト系ステンレス鋼(SUS301/304-CSPなど) | 低温焼鈍し(テンパー処理) |
| 析出硬化系ステンレス鋼やベリリウム銅(SUS631,632J1など) | 析出効果処理、時効処理 |


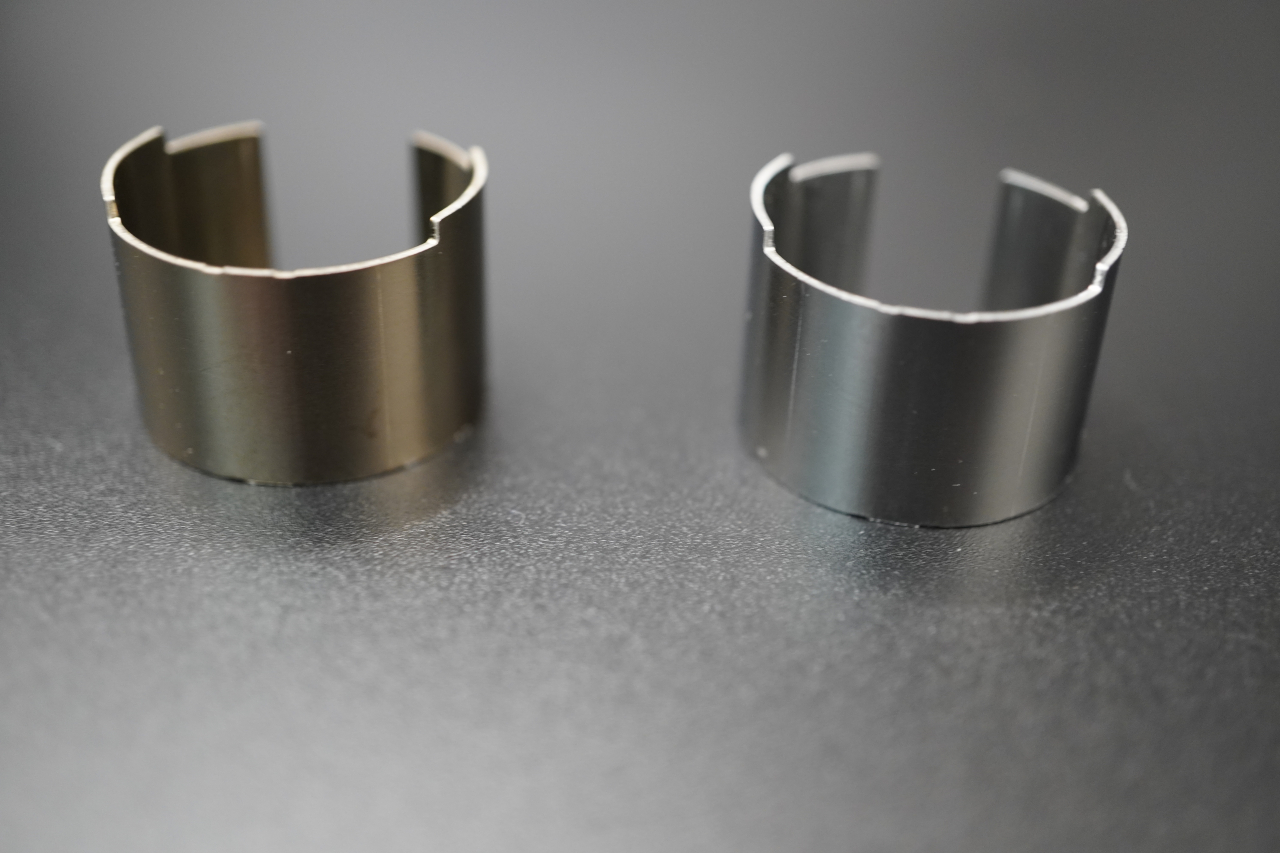
プレス部品の表面処理
表面処理とは、素材表面と異なる性質や特性などを与える処理です。金属プレス部品は耐食性、耐摩耗性、潤滑性、撥水性、通電性、美観など素材のままでは得られない特性を付与できます。電池接点部品や端子部品では高い導通性能+耐摩耗や半田製を求められるため、鍍金の種類や膜厚が重要となります。また、屋外で使用される金属プレス部品は耐食性と美観が求められ、鍍金以外にも塗装や化成処理など素材と用途に合わせて様々な方法から選定を行う必要があります。特にオーダーメイドの金属プレス部品は、板厚や形状の制約から処理の可否や価格や仕上がりにも大きく差が生じてしまいます。自動車・医療・家電・ゲーム機・玩具など様々なお客様と経験を積み重ねております。お困りの際はお気軽にご相談ください。
鍍金処理
金属プレス部品は鉄系材料や銅合金材料などを使用する事が多く、素地の状態では発錆してしまう懸念があります。そのため耐食性を付与する目的で鍍金処理を行いますが、製品の材質/大きさ/形状/使用環境/目標コストなどを考慮して適切な鍍金の種類を選定しなければいけません。また、接点や端子部品は導通性・耐摩耗性・半田の濡れ性が求められ、装飾部品などは美観や色調は当然ですがヒトの肌に触れる場合はニッケル等の金属アレルギーも考慮する必要があります。
| 鍍金処理の種類 | 参考記号 | 一般的な特徴 |
|---|---|---|
| 金めっき(硬質) | Au-Co | 優れた導電性と高い耐食性があり、半田の濡れ性も良好 |
| 銀めっき | Ag | 最高レベルの導電性を有しているが変色に注意が必要 |
| ニッケルめっき | Ni | 耐食性、導通性、美観などバランスが良くコストも抑えられる |
| ニッケル-パラジウム合金めっき | Ni-Pd | 硬度が高く金めっきの代替として接点部品に使用される |
| ニッケル-ボロン合金めっき | Ni-B | 被膜硬度がHv750と非常に高いため耐摩耗性に優れている |
| 黒ニッケルめっき | BNi | 黒色の美観を有しており装飾用や防眩用に使用される |
| スズめっき | Sn | 優れた半田の濡れ性と低コストのため接点部品に広く使用される |
| 銅めっき | Cu | 銀めっきの次に優れた導通性があり、下地めっきに使用される |
| 潤滑めっき(PTFE含有) | Ni-PTFE | フッ素樹脂を共析させており、耐摩耗性や撥水性を有している |
| 三価クロメートめっき | Zn | 優れた耐食性と低コストにより様々な部品に使用されている |
| 黒色三価クロメートめっき | Zn(B) | 表面が黒色で耐食性が優れており、識別や防眩用に使用される |
※他にも特殊なめっき等、多数の取り扱いをしております


塗装
金属プレス部品の塗装は耐食性と美観を目的に施すことが一般的です。他にもフッ素樹脂塗料を使用することで耐薬品性、耐候性、非粘着性、低摩擦等の特性を得ることも可能です。当社では様々なご要望にお応えしており、焼付塗装、樹脂塗装、電着塗装(カチオン塗装)の量産実績があります。塗料の色調や種類もご要望にお応えしておりますので、お気軽にご相談ください。
メリット
色調や光沢などの選択肢が多い
めっきに比べて膜厚を厚くできる
微細な凹凸を平らに平坦化できる
デメリット
摩擦や鋭利な物に当たると剥がれる可能性が有る
素地により密着性が低下する場合がある
方式により治具跡が残る場合がある


化成処理
化成処理とは、金属などの表面に科学反応を起こして表面状態を変化させることで被膜を形成する処理のことです。金属プレス部品の化成処理は耐食性の向上を目的に施すことが一般的ですが、塗装の密着性を向上させる目的で施すこともあります。鉄系材料の場合はリン酸塩皮膜処理や黒染め処理(四酸化三鉄)が該当します。アルミニウムに電解処理を施すアルマイト処理も様々な色味が可能です。

| 化成処理の種類 | 概要 |
|---|---|
| リン酸塩皮膜処理 | リン酸亜鉛皮膜、リン酸鉄皮膜、リン酸マンガン皮膜など化成させたい皮膜に合わせた溶液を用いて、金属の表面にリン酸塩の皮膜を形成します。 |
| 黒染め | 高温高濃度のアルカリ液に浸して四酸化三鉄を形成します。古くから使用されている処理であり、比較的安価なため広く使用されています。 |
| クロメート処理 | クロム塩酸を用いて、三価クロムの酸化被膜を形成します。亜鉛やアルミニウムなどに使用されます。 |
| 陽極酸化処理 | アルミニウムを陽極で電解処理して人工的に酸化被膜を形成します。染料を入れることで着色され、カラーアルマイトができます。 |
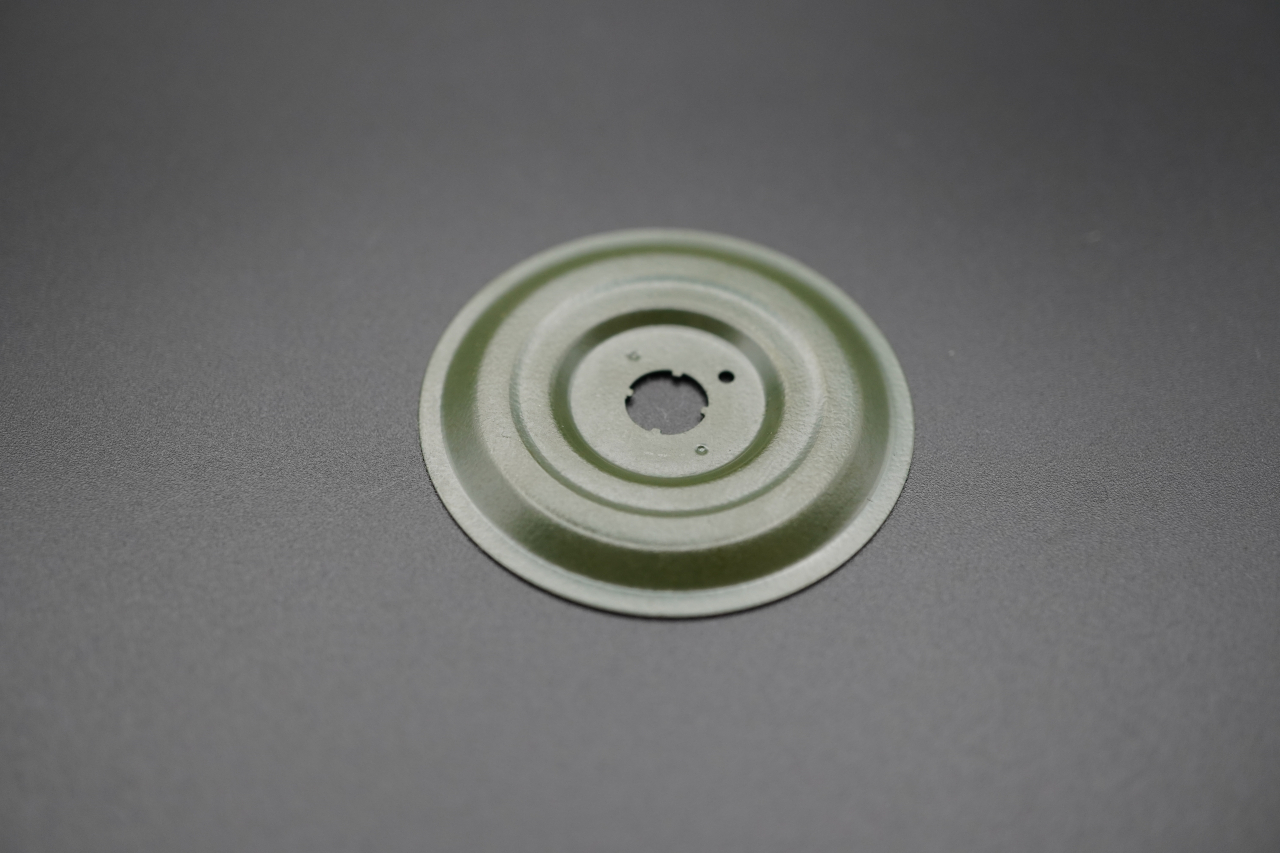
表面研磨

金属プレス部品は材料を金型で打ち抜き、曲げるためにバリや曲げ跡が付いてしまいます。製品の形状により異なりますが、バレル研磨や電解研磨を行うことでバリ除去を行えます。またスケール除去、鏡面加工、端面にR付け等、金属プレス加工後の製品に磨きを掛ける事ができます。目的と製品の形状、材質から最適な表面研磨処理を選択することで低コストで綺麗な仕上がりを提供いたします。
| 化成処理の種類 | 概要 |
|---|---|
| バレル研磨 | バレルは樽を語源として、ワーク(製品)とメディア(研磨石、研磨材)、コンパウンド(研磨補助剤)を入れて掻き回すことにより表面を磨く方法です。回転式、振動式、流動式などワークの形状や仕上がりを考慮して選定します。 |
| 電解研磨 | ステンレス、チタン、アルミなどの金属表面を電解反応を利用した研磨方法です。微細な凹凸を溶解する事で平滑化、鏡面化された金属面に仕上げる事ができます。また電解研磨された表面には耐腐食性に優れた不導体か被膜が形成されます。 |
| 化学研磨 | 酸性の薬品にワーク入れ、表面を溶かす研磨方法です。液に触れることで溶け出すため、細かな穴の内面も均一に溶かすことが出来ます。製品への負荷は少ないですが、大きな凹凸を消すためには相当な量を研磨する必要があります。 |
| ショットブラスト | ワークの表面に細かい砂や鉄球、ガラスビーズなどを吹き付けることで表面を粗く削る研磨方法です。他の研磨方法とは異なり、表面を狙った通りに荒らすことも可能なため梨地に仕上げることもできます。 |
| バフ研磨 | 布やウールなどで作られた”バフ”に研磨剤を付けて回転させ、ワークを押し当てることで表面が削り取られる研磨方法です。手作業で行う必要があるためコストが掛かってしまいますが、指定した箇所のみを磨くことや凹凸に合わせて研磨量の調整も可能です。 |
お電話でのお問い合わせ
お電話でのお問い合わせをご希望の方は、営業時間内に下記の電話番号までご連絡ください。
0743-78-1155
【営業時間】平日:9:00~18:00
FAXでのお問い合わせ
FAXでのお問い合わせをご希望の方は、下記の番号までご連絡ください。
※返信等は営業時間内になります。
0743-78-1153
24時間365日受付中
メールでのお問い合わせ
メールでのお問い合わせをご希望の方はフォームよりお問い合わせ下さい。
図面データなどがある場合は、ファイルを添付してお送り下さい。
対応データ形式は.dxf .igs .igesで送付いただけるとスムーズです。
大阪金属プレス加工.com
by 理研発条工業株式会社
〒575-0014
大阪府四條畷市上田原16番地
TEL. 0743-78-1155 / FAX. 0743-78-1153